zso-vikom@mail.ru
телефон: +7 (8352) 506 100
факс: +7 (8352) 506 101
моб: +7 962 598 4444
г. Чебоксары, Лапсарский проезд, 35а
zso-vikom@mail.ru
телефон: +7 (8352) 506 100
факс: +7 (8352) 506 101
моб: +7 962 598 4444
г. Чебоксары, Лапсарский проезд, 35а

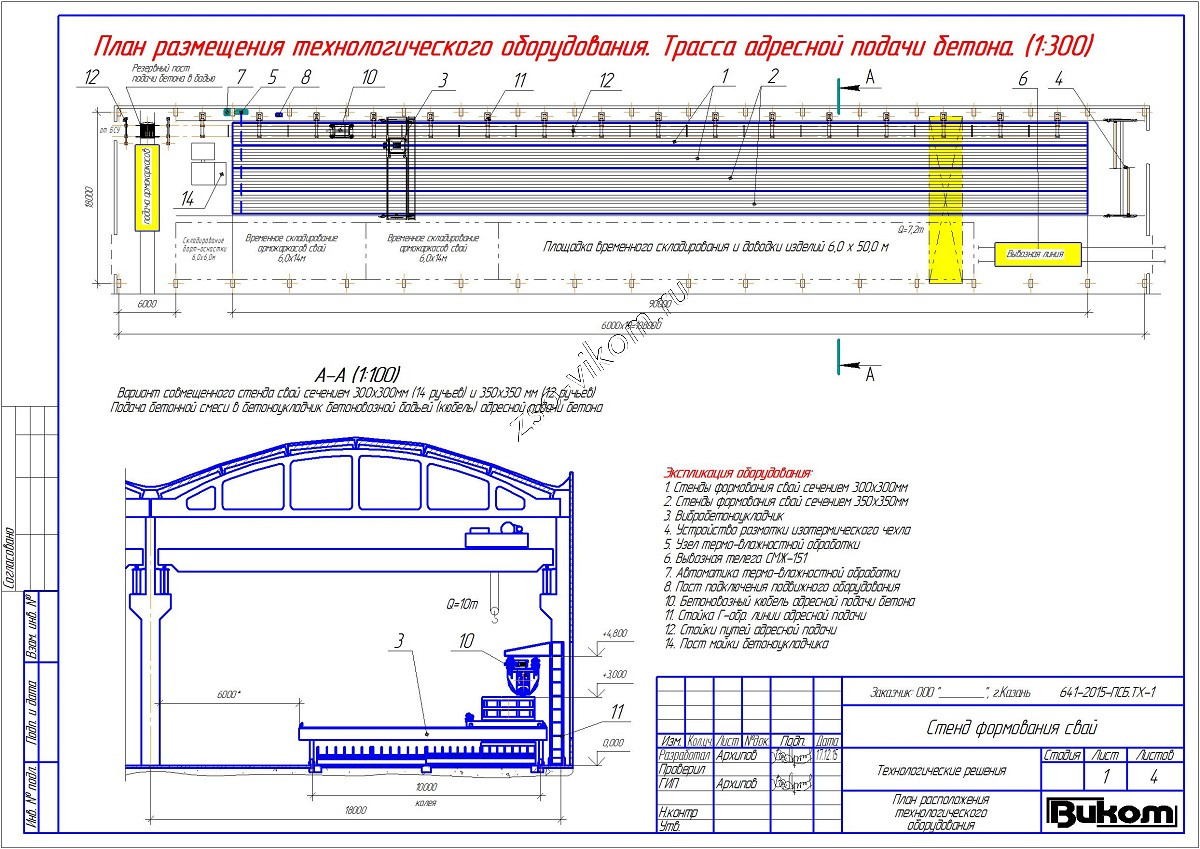
Существующие на большинстве предприятий по производству сборных железобетонных изделий технологии производства свай предлагают использование перемещаемых металлоформ с последующей термообработкой в пропарочных камерах. Использование специализированного стенда с высокой степенью механизации и автоматизации производственных процессов для производства свай (в том числе, преднапряженных) позволяет значительно увеличить производительность при снижении трудовых и энергетических затрат предприятия.
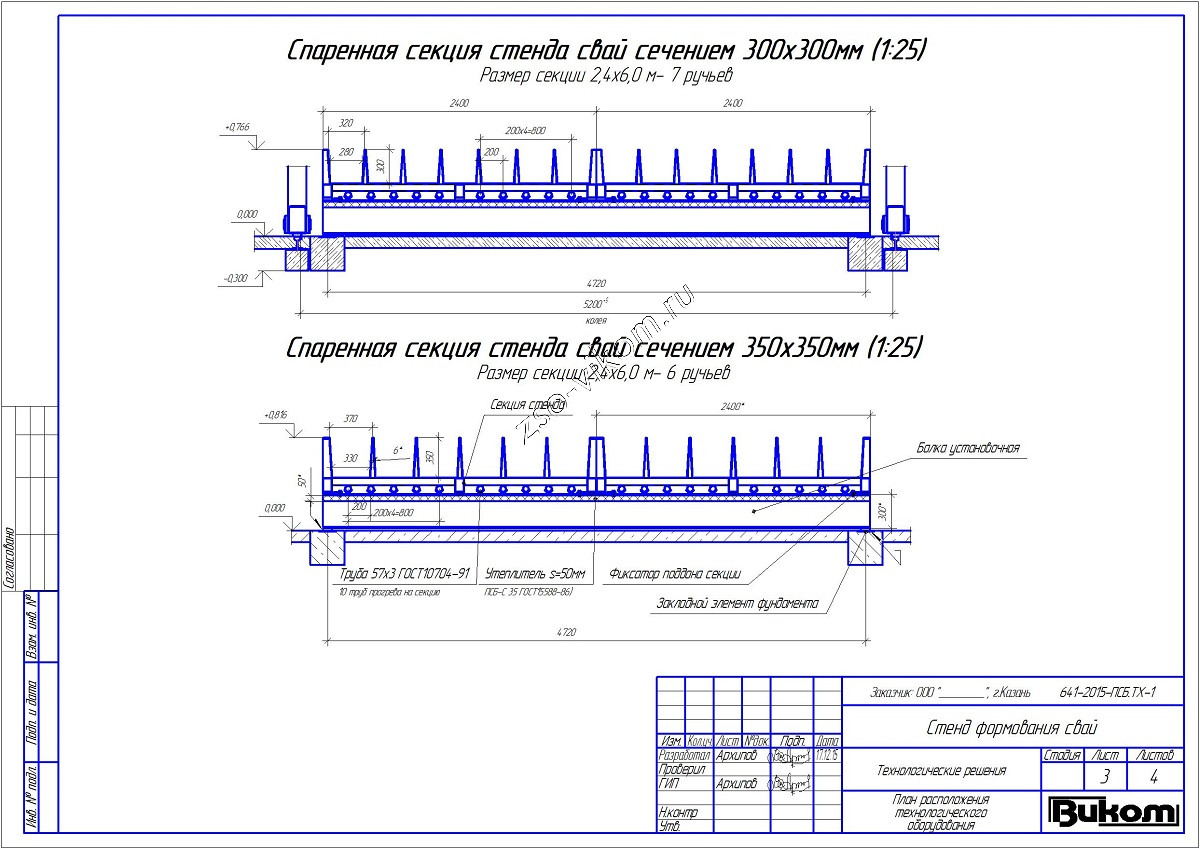
Свайный термостенд предназначен для серийного поточного изготовления ненапряженных забивных железобетонных свай трапециевидного (конусного) сечения высотой 300 и 350 мм (по ГОСТ 19804-91).
Стенд для формования свай представляет собой многоручьевую цельносварную металлическую конструкцию для производства свай железобетонных забивных с технологическим уклоном.
Термостенд представляет собой формовочные секции собранные в единое поле. Ширина секции термостенда составляет 2400 мм. В зависимости от выбранного типоразмера свай, на нем одновременно (по ширине) изготавливаются в 7 рядов сваи высотой 300 мм или в 6 рядов сваи высотой 350 мм.

Для организации производства свай железобетонных необходимо укомплектование арматурного участка в составе следующего оборудования:
ООО Завод строительного оборудования Виком готово выполнить работы по проектированию арматурного производства и произвести комплексную поставку оборудования совместно с ООО “Унитех-М” г. Новочебоксарск







Стендовое производство свай


